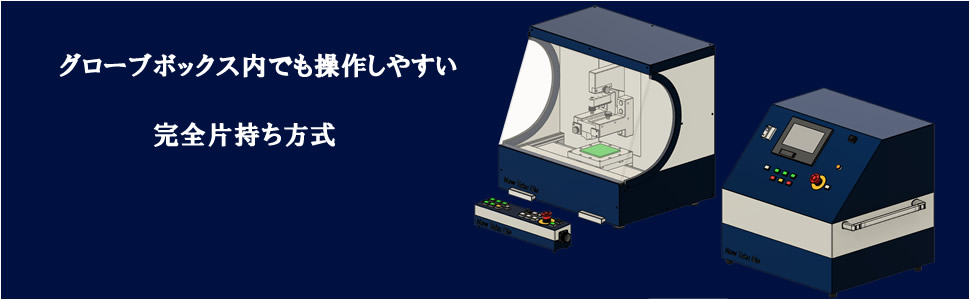
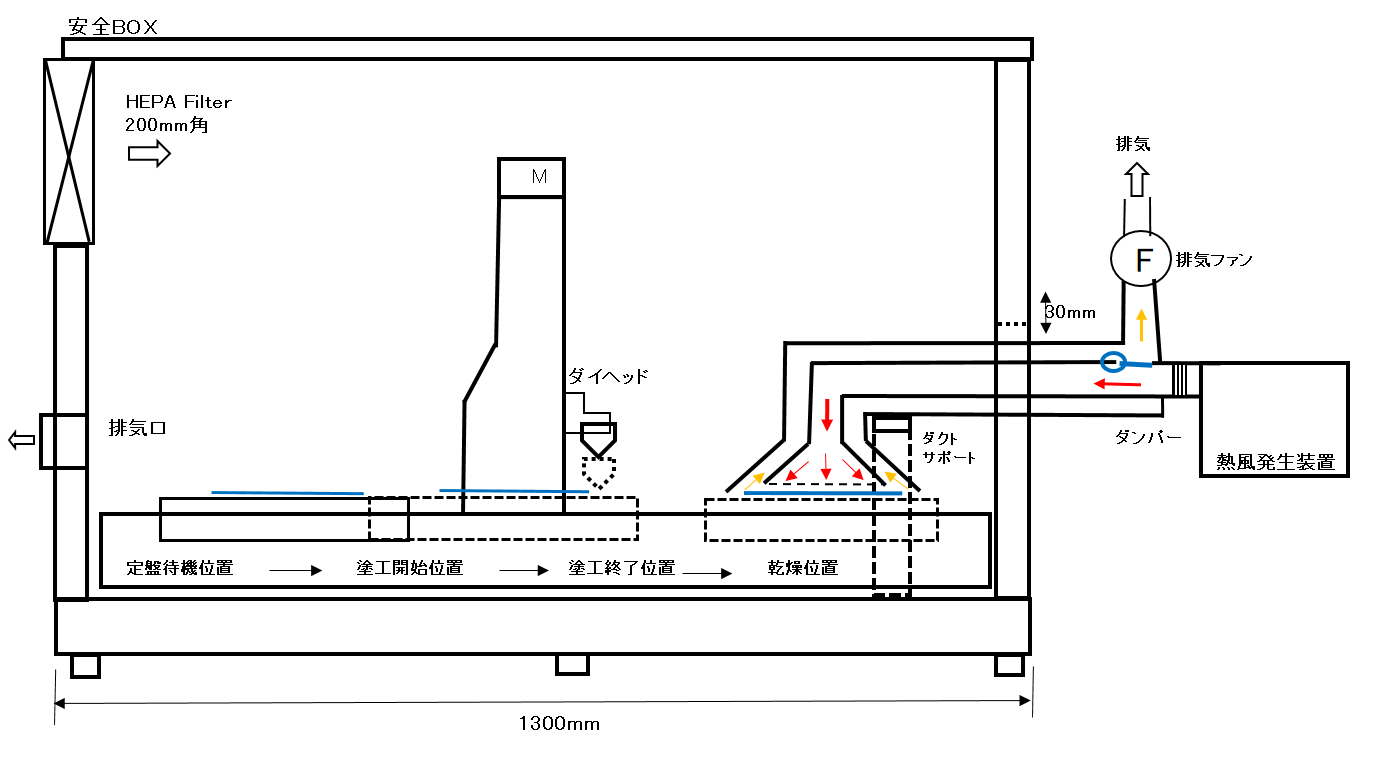
上部に安全BOX、グローブボックスを備えることも可能です。 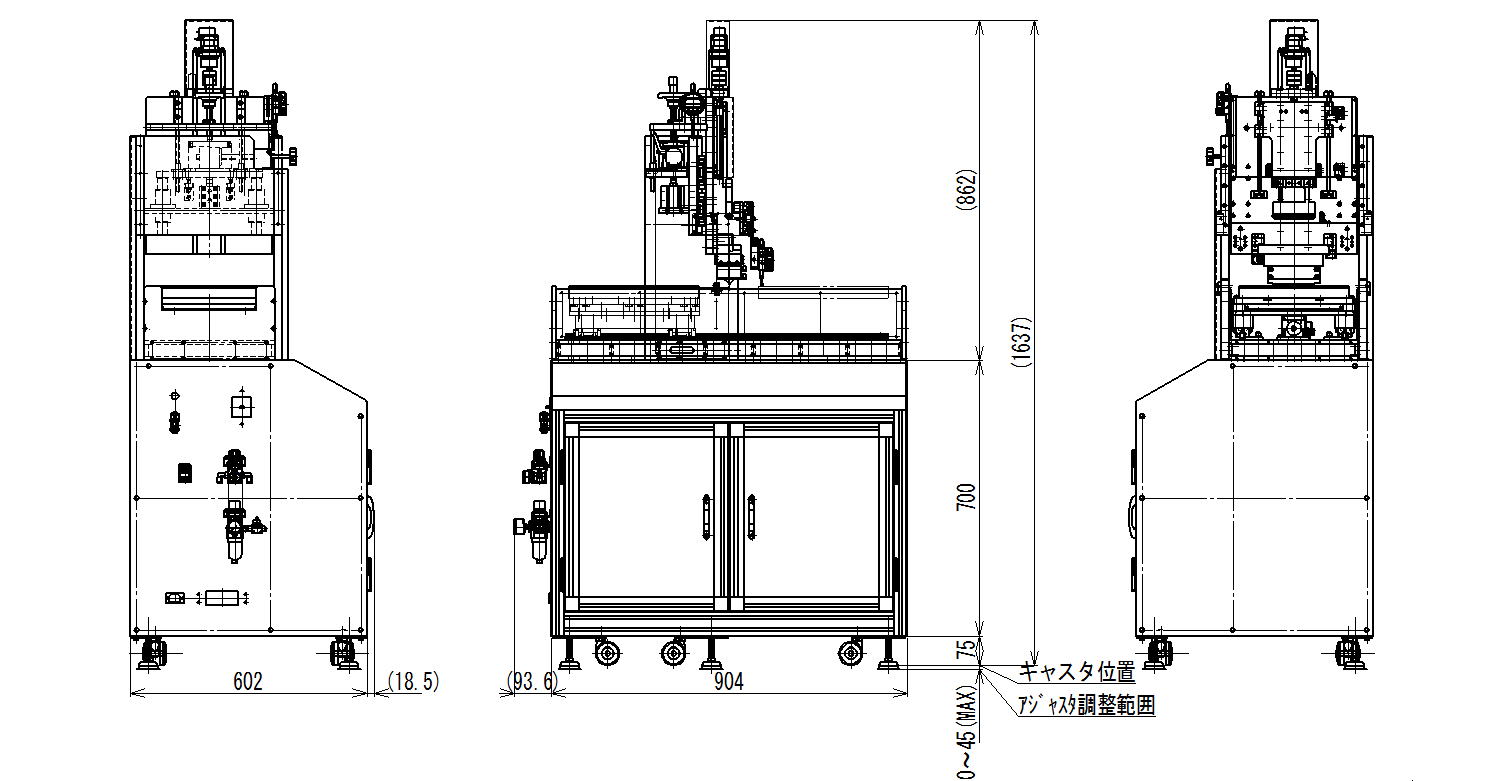
S型全体図
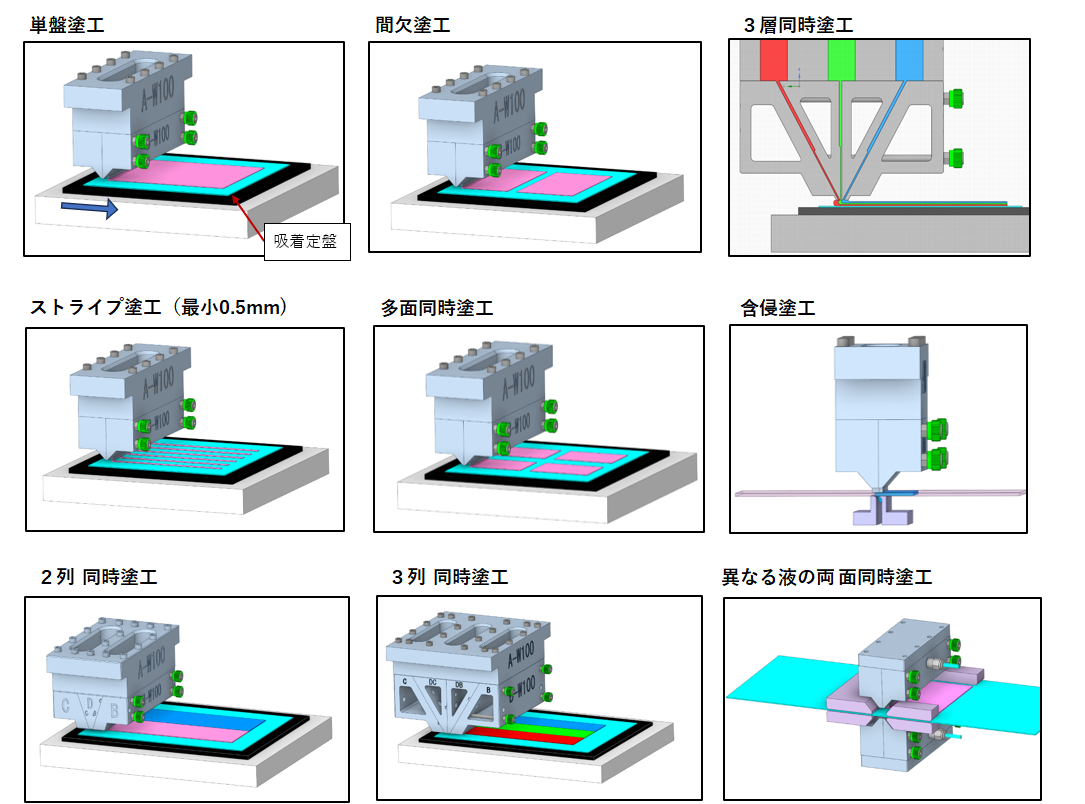
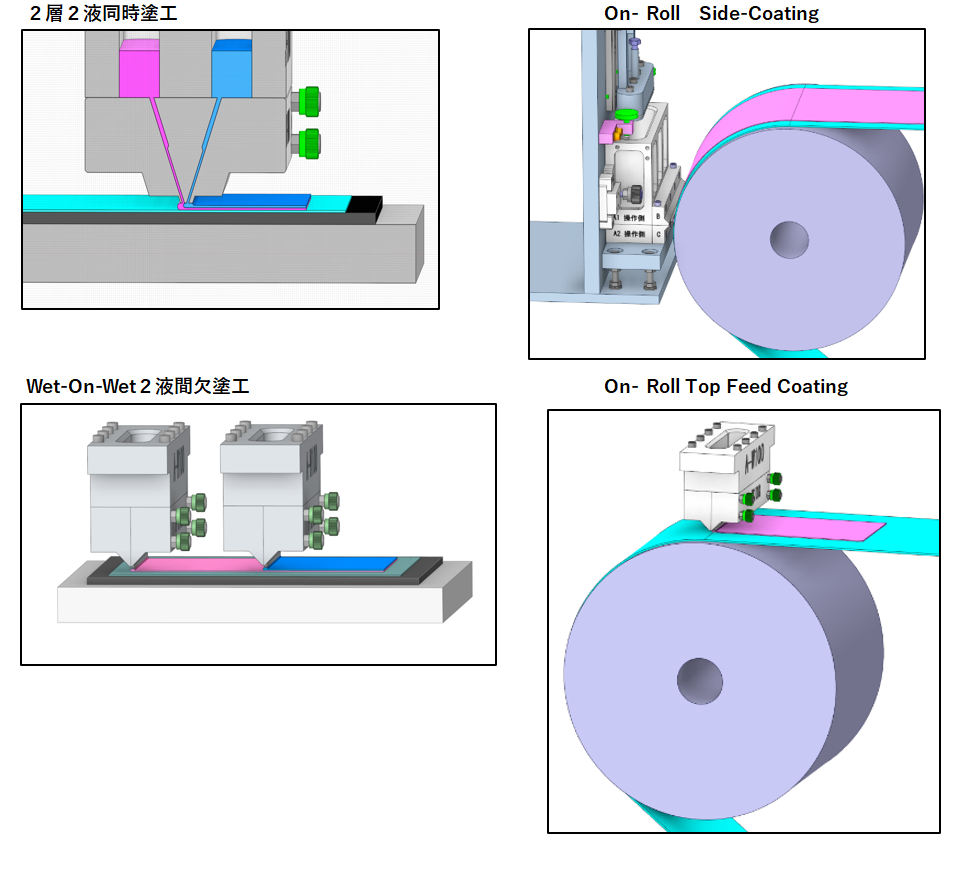
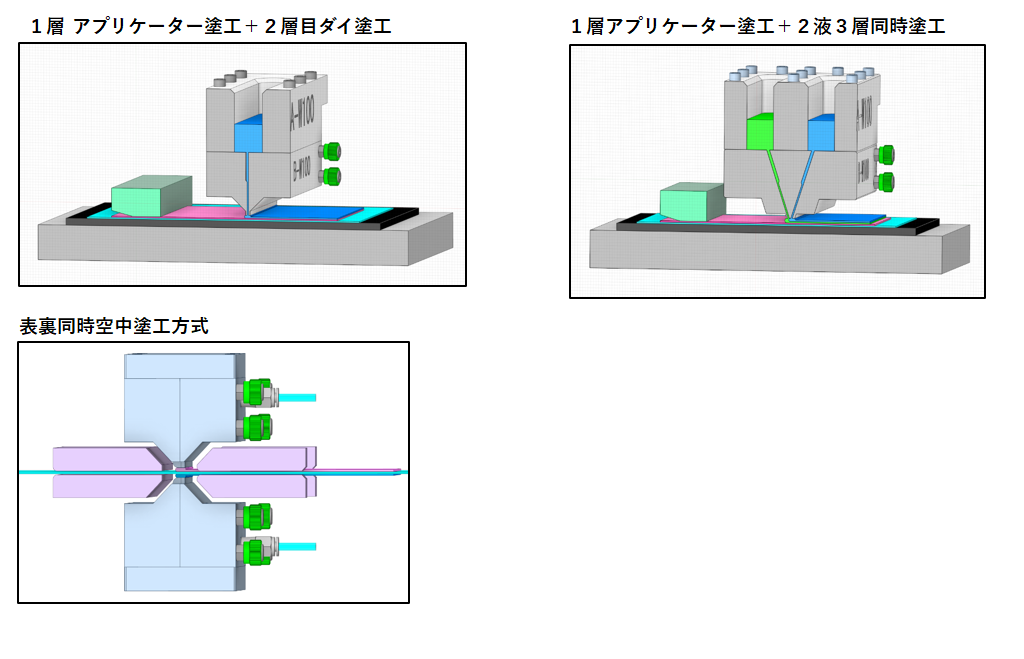
2014年3月11日研究開発用卓上スリット ダイコーター塗工パターン
2026年2月20日研究開発用卓上スリット ダイコーター塗工パターン
乾燥機付きダイコーター
2022年9月1日- 本装置は乾燥部を基材に対し、多孔質面より吐出される熱風で全面同時乾燥させようとするものです。排気は境界面をただよわず4方面縁から急速吸引する構造となっており全面同時乾燥が可能なため風紋が発生せず、乾燥時間も早い。
- 風速・風量・温度・ノズル高さ可変です。
スリット幅とGapによる流体形成
2022年1月18日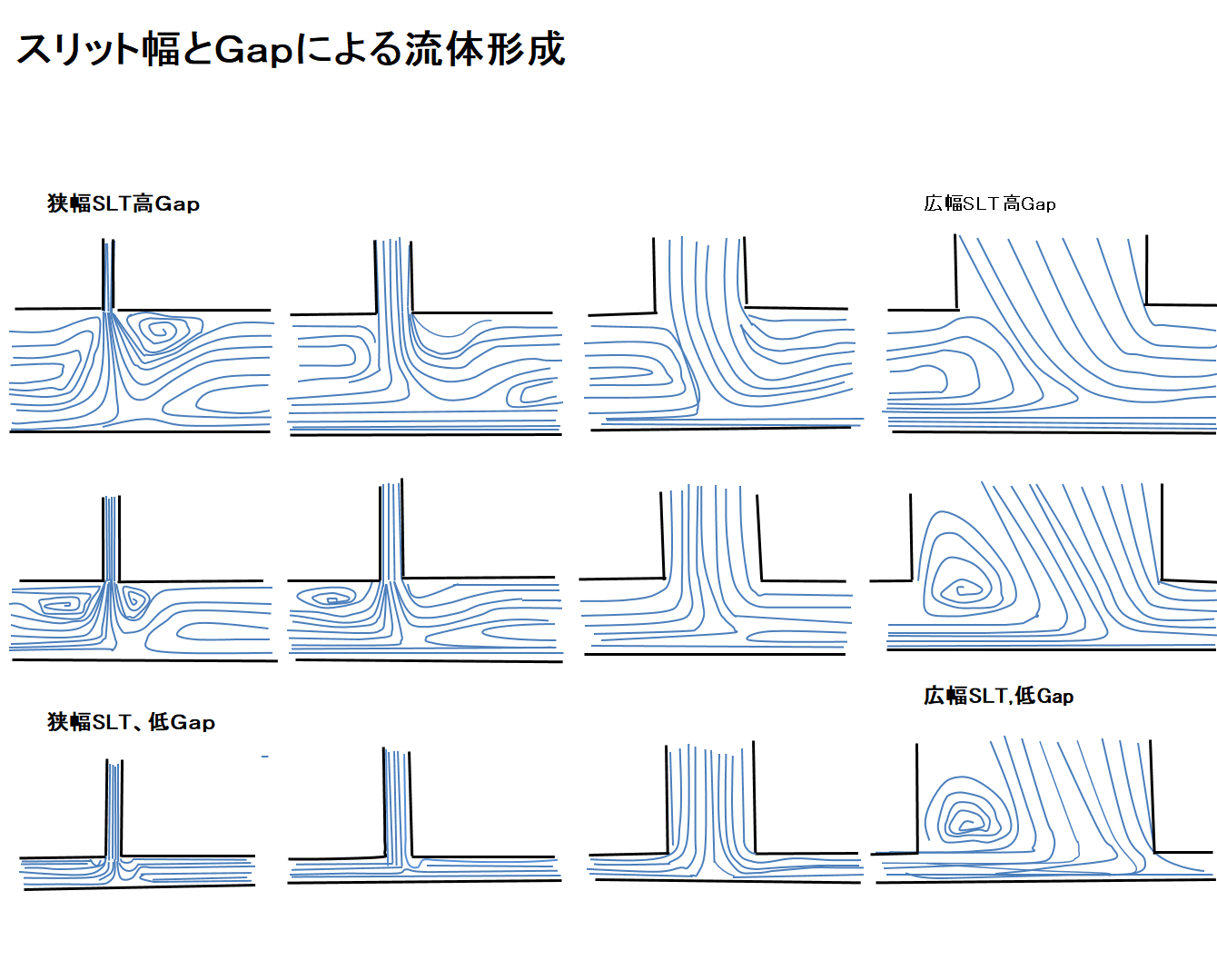
※クリックして画像を拡大
流量変化によるビード形成変化
2022年1月15日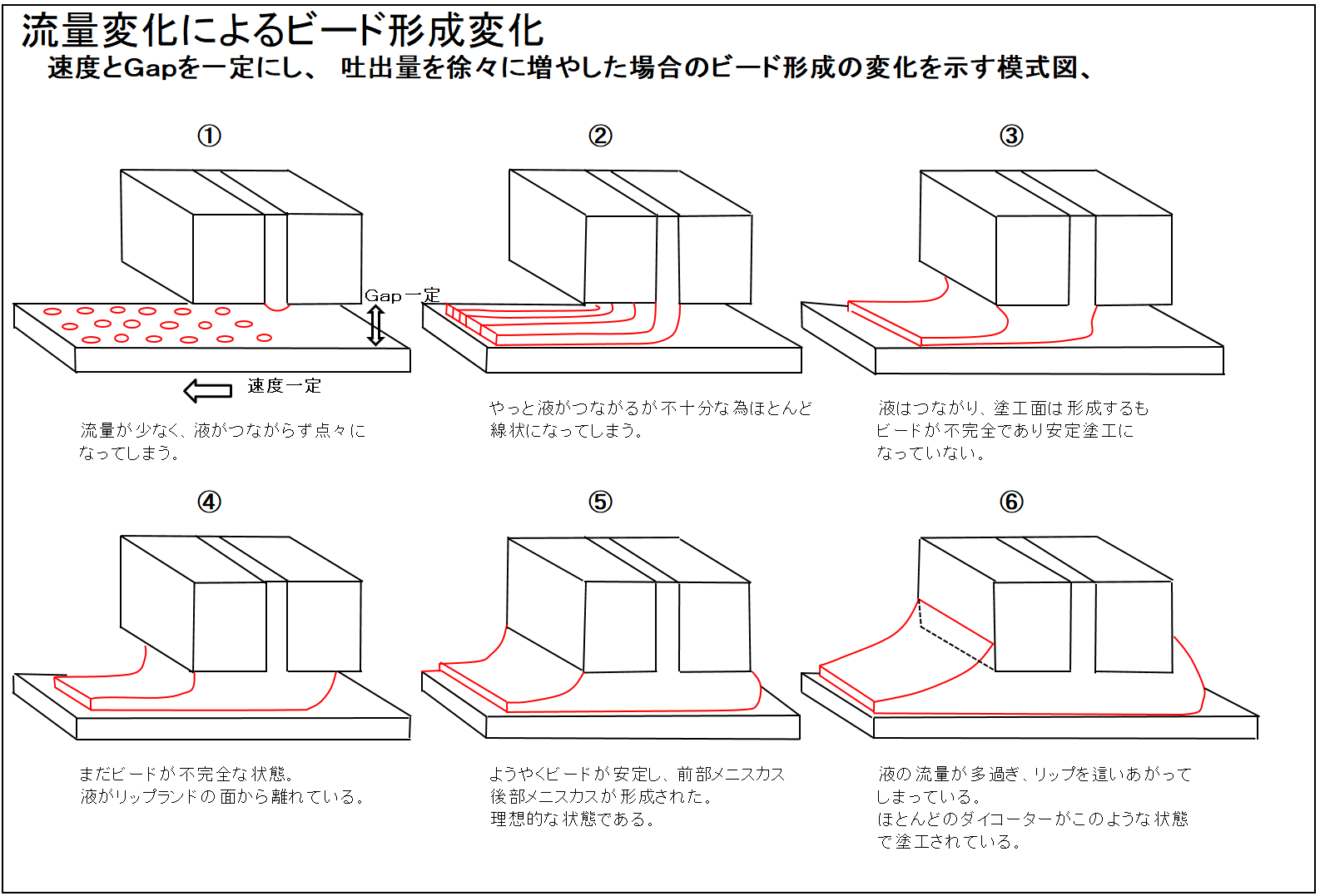
※画像をクリックして拡大
コンマコーターとダイ塗工との違い
2022年1月15日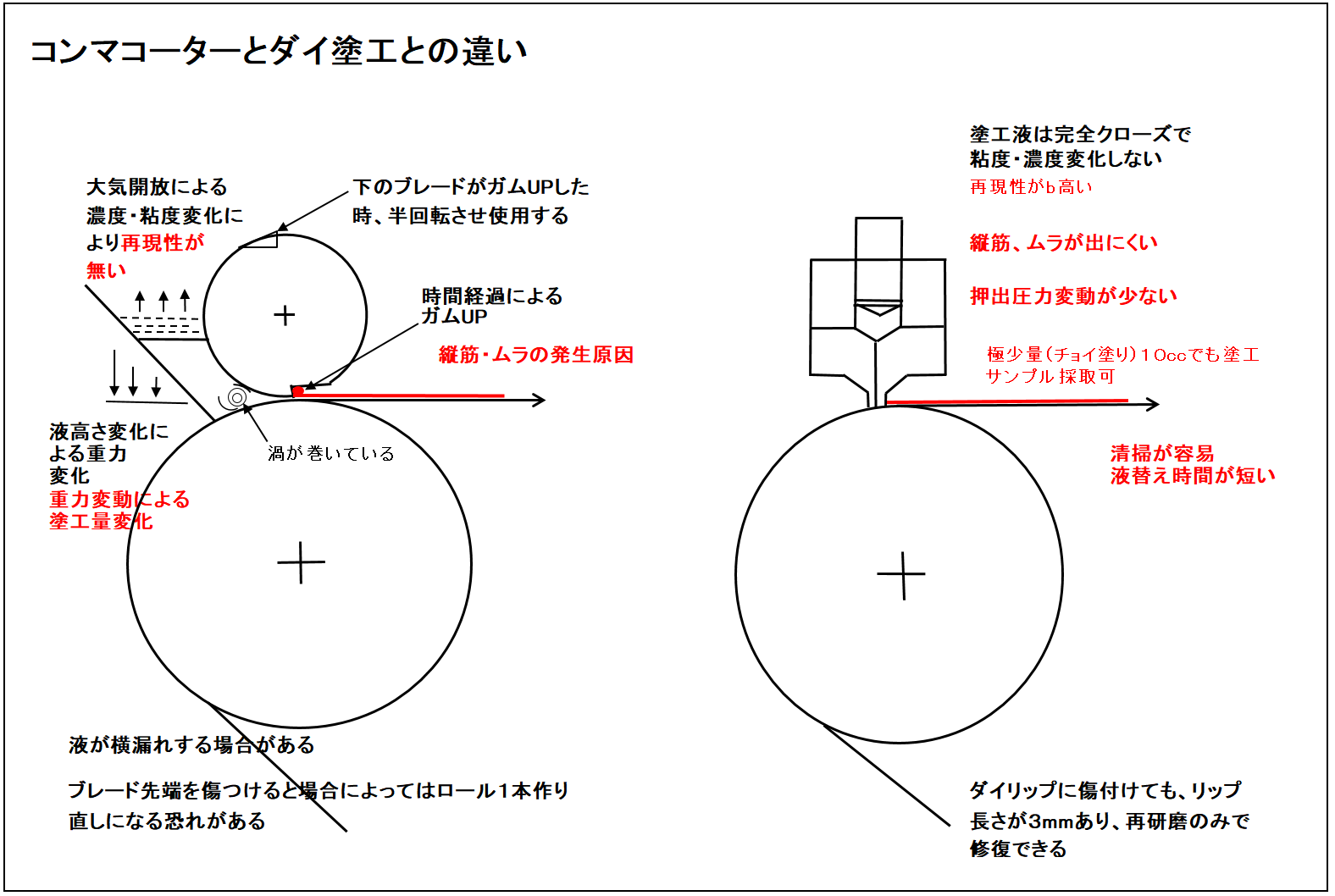
※クリックして画像を拡大
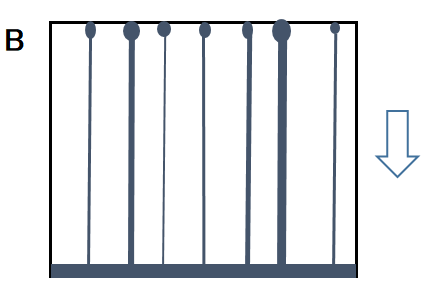
平盤ダイコーター塗工による縦筋発生原因と対策
2022年1月15日縦筋の現象
- 塗工開始から塗工終了まで直線に出る
- 塗工開始から少し経ってから出て、塗工終了まで続く
- 途中から発生し、途中で消えてなくなる
- 塗工開始部のみ10-20mm長さで、「テルテル坊主」形状を長くした縦筋が発生する
- 最初直線で左右にカーブしたり、流路が2つにわかれたような線が発生する
| 発生原因 | 対策 | |
| 1 | ゴミ、コンタミ等の不純物がリップに詰まる。 ➀室内の浮遊ダスト ②ダイ内部、タンク、配管、バルブ内のゴミ、コンタミ ③機械設備、環境による ④基材上のゴミ、バックロール、定盤上のゴミ |
クラス1000以下のクリーンルーム、クリーン服着用 根気よく徹底的に洗浄、清掃するしかない。 機械、ボルトはなるべくSUS、ALM製、カバーもSUS製とする。塗装は避ける。 機内,機側配線はゴム等コンタミの原因になる材料は使用しないか、被覆する。 殆ど静電気で付着しており、なかなかとれないので、イオンブロー&サクションか粘着 ロールで取る。薄膜の場合支持体にゴミがあった後から未塗工の筋が発生する |
| 2 | 気泡、マイクロバブルがリップに溜まる。 ①作業者が異常に液をかき混ぜた、脱泡をしなかった。 ②装置自身から発生する気泡 ・ダイ材質によっては内部が腐食し穴があきエアーが熱膨張により飛び出してくる。 ・ダイ内部がザラついていて、マイクロバブルが付着している場合がある。 ③塗工液中のマイクロバブルが、やはり熱膨張により自身から発生するもの。 ④急冷却による、熱収縮から発生する気泡。 |
作業書の徹底 ダイ内部とリップ先端を顕微鏡でCHK。ダイ材質見直し、液が強酸であればダイ材質 事前脱泡しかありません 基材が金属などの場合、急冷され気泡が発生する場合があり、定盤を加熱する。 |
| 3 | 塗工条件、ダイ設計が発生させる ①Gap設定が高すぎビードが形成されていない。 また、形成されても空気を巻きこみ気泡を作る。 ②Gap設定が低すぎ、液が裏周りし乾き濃度UPしこびりつく。 ③速度が速すぎビードが出来ない。 ④リップランドが少ない、ビードが出来ない ⑤リップに傷がある。 ⑥マニフォールドの形状がエアーが溜まりやすいものでないか ⑦ダイ内部の研磨精度が悪い ⑧SLT幅に対し高粘度の液を吐出させていると、プランジャーの背圧によりGapが徐々に高くなり、線となってしまう ⑨定盤の温度膨張or収縮によりGapが高くなった場合 |
適正なGapに修正する。
適性なGap設定と、リップ清掃する。 ダイデザインの見直し。スムーザー幅が少ないと塗工表面が平滑になりにくい。 定盤水平度調整を行う |
| 4 | 塗工液から発生するもの ①粘度が高い ②表面張力が高い ③再凝集し易い ④平均粒子径が不揃い ⑤比重の高いスラリーの沈殿 ⑥リップ吐出口内部の乾燥 ⑦まれな例ですが、液中に溶けている酸素が出てくる |
室温をCHK、粘度計で適正な粘度に調整する 表面張力を落とす界面活性剤、溶媒を変更してみる 分散剤の付加 粒度分布測定or調査 粒度をさらに細かくするか、液をループ状に流しどこにも滞留させない 未塗工状態の時は乾燥防止用として、マスキング、リップカバー、液漬けにしておく。 クローズであるダイ塗工では解消出来ない。この液設計は失敗と思われる |
| 5 | 基材が原因と思われるもの ①MD方向の延伸倍率が高い ②ポリマーのアイソトロピック(分子配向)が縦形になっている ③基材の表面処理が縦形に処理されている。 |
一応フィルムメーカーに確認を取る |
| 6 | 乾燥時に発生すると思われる 平盤塗工、乾燥の場合(定盤上自然乾燥、オーブン乾燥ホットプレート乾燥) ①塗工液の表面張力が高く、固形分濃度が低く、揮発性の高い液の場合、ダイ内部でもう既表面張力により縦筋内部応力が発生しており、リップから吐出された以降も、内包している為それを徐々に乾燥すると縦割れが発生し、縦筋になると思われる。 ②乾燥は当然ながら塗工厚みの薄い個所から乾燥が始まり、また,塗工開始部より進行していく。しかし、凝集体やコンタミなどがあるとその部分が薄くなりレベリングされる前に乾燥すると線になってしまう。 R2R塗工、熱風乾燥の場合 ➀乾燥ノズルの不均一性により発生する。 ②ドライヤー内に設置した供給ファンからの風の方向、温度ムラによる。 ③溶融物、添加剤の析出方向による。 |
塗工面の表面皮膜が割れる前に急乾燥する。 縦筋の内部応力がなくなるまで,大気と遮断し乾燥を遅らす。塗工液のCHK, コンタミの排除通常乾燥のNO.1ゾーンは風紋が出ないようにカウンターフロー方式で風圧も弱いが そのような構造になっていないものであると縦筋が発生するかもしてない。 乾燥時にそのような傾向がないかCHKする。 テーブルテストをしてみる。 |
| 7 | 作業上発生すると思われる ①塗工開始前にリップ先端を手洗浄するが、洗浄剤がリップに入り塗工剤と合わず線を発生させる。 ②洗浄剤が揮発性が高い場合、手洗浄後気発熱により急冷され粘度低下お越し線を発生させる。 |
洗浄剤の選択、 もしくは塗工材で洗浄するか。Wet洗浄せず、Dry洗浄にする。(但し、あまりこすると逆に摩擦熱発生) |
平盤ダイ塗工パターンによる改善方法
2022年1月15日平盤ダイ塗工パターンによる改善方法 (株)ダイ門
塗工条件設定変更項目
1.塗工厚み(μm) :Wet厚み入力
2.速度(mm/sec) :機材を吸着している定盤の速度
3.タイマー(sec) :塗工液が吐出されてから液が基材とリップの間に液溜(ビード)が形成される時間
4.塗工開始位置(mm) :定盤端面から塗工開始部までの距離
5.液供給停止位置(mm):定盤端面からプランジャーポンプが停止するまでの距離
6.塗工終了位置(mm) :定盤端面から塗工終了部までの距離
7.Gap (μ) :基材とダイリップ先端との距離
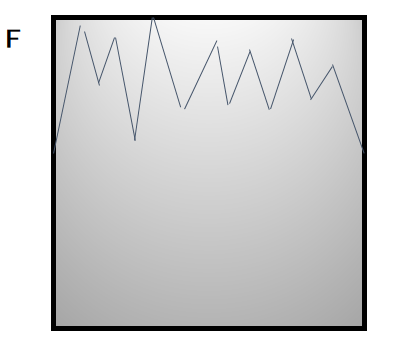
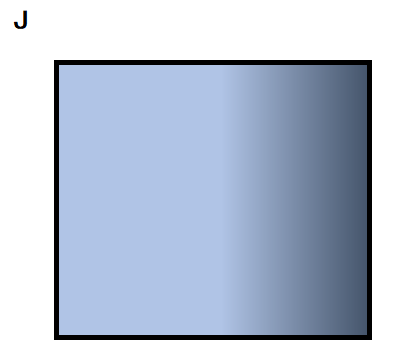
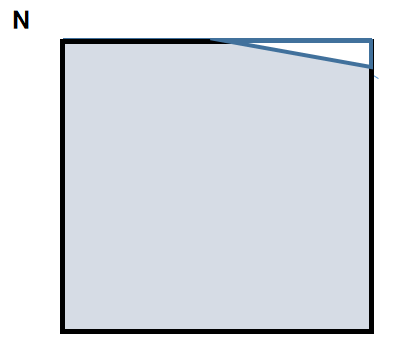
| 塗工パターン | 現象 | 改善方法 |
 |
面も線にもならず点塗工となっている | Gapをかなり下げる 速度も下げる |
 |
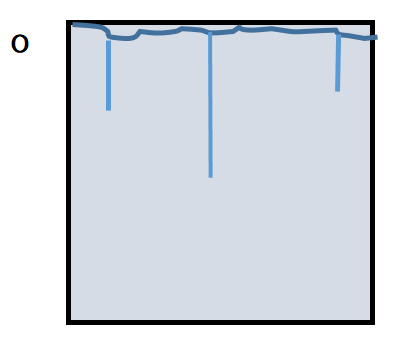
点が縦筋に変化する | もっとGapを下げる 速度を下げる 塗工開始部が揃ってないのでタイマーを増やす |
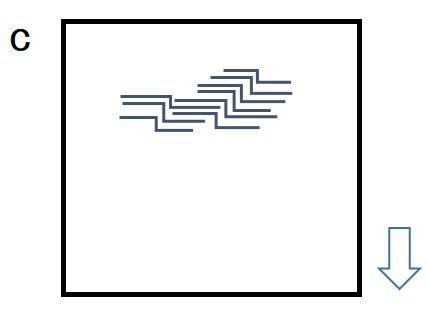 |
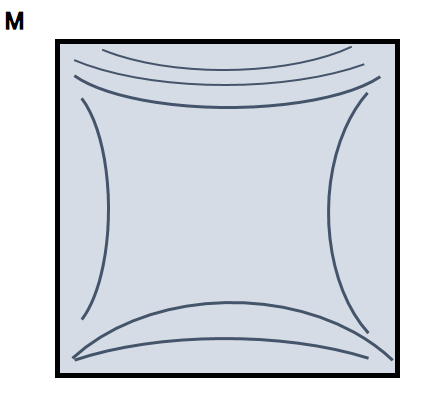
縦線と横線が混在する
ラーメンの器にある「雷文」か唐草模様を呈している |
さらにGapを下げる 速度を下げる タイマーを増やす |
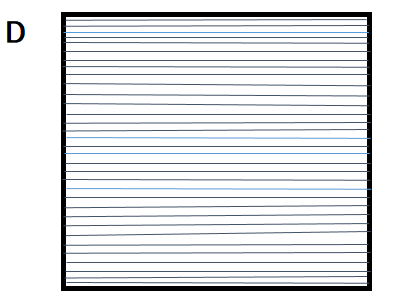 |
雷門線が横線に変わる | さらにGapを下げるか速度を落とす |
 |
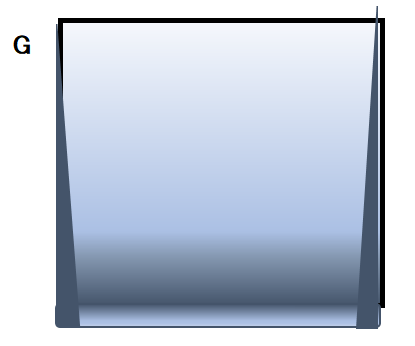
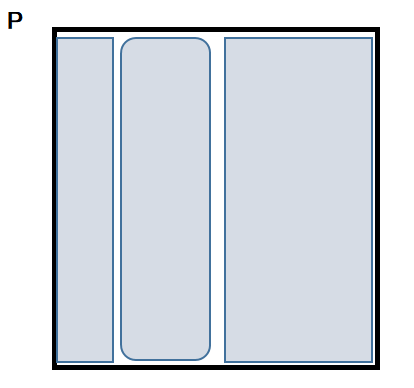
塗工開始部が揃わない 手前が薄く、段々厚くなる 縦線の発生はリップ先端と基材間 のGapに液がつながらないまま塗工されている為 |
タイマーを増やす Gapを下げる |
 |
塗工開始部が揃わない。 | タイマーが少ない Gapを下げる |
 |
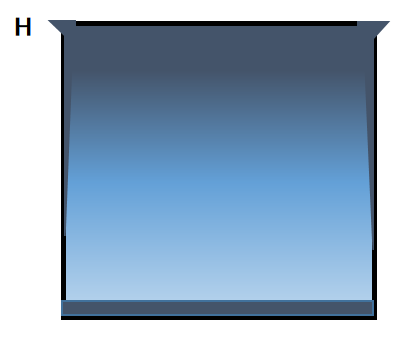
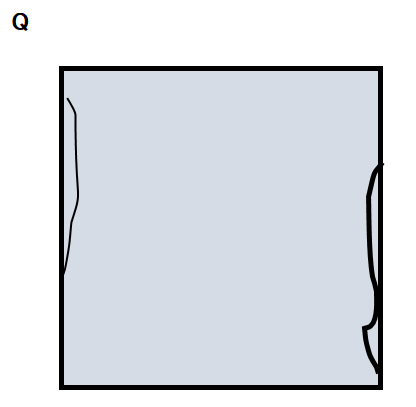
塗工終了部にあまった液が溜まる 両サイドの辺が段々太く、厚くなる |
タイマーを増やし、Gapを上げる。 貯液部に残存エアーがあり、正常に吐出されていない。十分エアー抜きする。 速度を上げると吐出速度が上がり、前半の吐出量が増え、厚みが平均化する。 |
 |
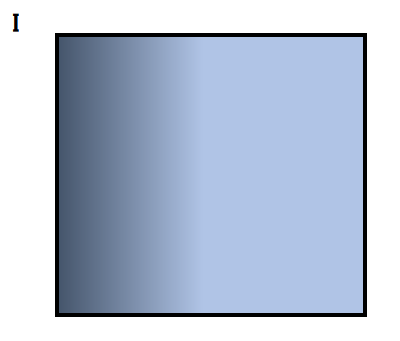
手前が厚く、段々薄くなる。塗工開始部は液が 横にはみ出てイチョウ葉型になる。さらに下記 2パターンがある ➀最初はタイマーの影響で厚いが、すぐに薄く なり後半段々厚くなる ②最初はタイマーが多い分だけ高く、その後は 均一な厚みになる。 |
タイマーが多すぎる
タイマーを減らし、速度を上げる。状況に応じGap調整 タイマーを減らせばもっと良好なサンプルが採取可能 |
 |
塗工量が左側が多い | ダイ固定ノブを緩め、片側Gap調整ノブを時計周りに1回転させると右側ダイが2μ下がるので調整する。 |
 |
右側が厚い | 上記とは逆に反時計方向に回転させGap調整する。 |
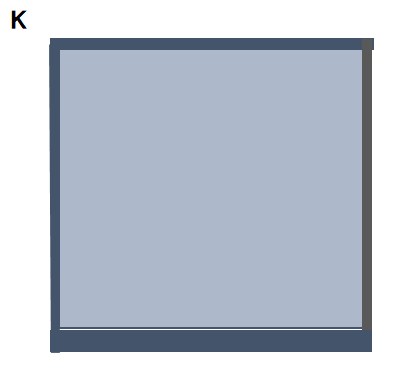 |
窓枠のように4辺が厚い | Gapが低いので上げる。 |
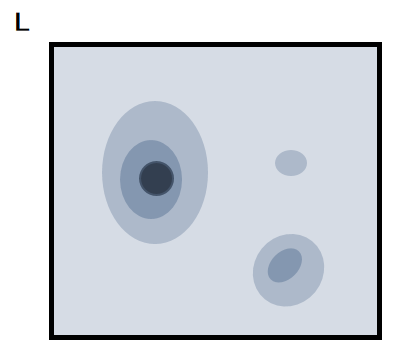 |
楕円形の干渉縞が見える | 定盤と基材間にゴミ、埃、塗工液の飛沫が固形化してる。定盤面をトレーシーで清掃、さらに粘着テープで膠着物を引き剥がす。最後はアルカンサスでCHKする。 基材面側も静電気でなかなか取れない埃が付くが市販の静電気除去ハンドブラシを利用する。 エアーダスターで取れればこれでもよい。 |
 |
お寺の坊主が座る座布団のような中高の干渉ムラになる |
プランジャーシールボルトの締めすぎ表面張力(エネルギー)の高い塗工液に発生する。界面活性剤を増やす、ペグミアなどの溶媒を入れる。裏ワザとして、ダイB,Cの連結ボルトの締め付けトルクをすべて2Newtonにする。 さらに、貯液部AとダイBの連結縦ボルトの中央部2,3本を緩め、両左右のボルトはきつく締める。 |
 |
右肩の吐出が遅れる。 | ダイリップを手洗浄するとき、左から右側に向かってこするが、右肩部分を強くこすりすぎたものと思われる。今度は右から左にこすってみる。 |
 |
塗工液は吐出されているが、塗工開始部が乱れている。そして、縦線も発生してる。 | リップ洗浄時、洗浄液をタップリつけすぎて、洗浄液がリップ先端からスリット部に入りこんだ可能性がある。 |
 |
縦状に未塗工部が発生する。 | リップに大きなごみもしくは凝集体溜まっている。リップが乾燥し、液が出にくい状態になっている。 |
 |
特に両サイドに得体のしれない模様が発生する | ダイを洗浄した時に、溶剤や、水でボルトの穴かで洗浄するがその時十分にボルト穴の中を乾燥せずにダイを組み立てると、洗浄液がボルトの隙間からにじみ出て来て 塗工液と混じる。 |
 |
塗工開始部はタイマーにより、十分吐出されているにもかかわらず、急に吐出が悪くなり両サイドにくびれが発生しその後は全幅塗工になっていく | ダイのスリットに対して粘度が高すぎるか、スリットが狭すぎるか。Gapが高すぎるかである。 |
 |
上記とほぼ同じ状況。液の違いによるもの。一旦はタイマーのお蔭で、液はリップ幅方向にに広がり、全幅塗工しているが、そのうち液供給が不足し塗工膜は薄くなり、次には全幅時塗工が出来なくなるも徐々に全幅に回復していく | 同上 |
 |
あまり見られない面妖な模様である。これもタイマー効果で塗工開始部は液が揃っているが、その後、液が出ていない、時間遅れで液が吐出され通常に塗工されている。原因はダイ内の初期内圧が 高く、液がダイ内部両サイドにリークしたと考えられる。リークした間は吐出量が足らず全面塗工画出来なかった。 |
塗工液の粘度がスリット幅と合っていないか、速度が高速でダイ内圧を上げすぎた事が理由。 スリット幅を大きくする、速度を下げれば収まります。 |
多目的塗工スリットダイコーター
2020年9月6日多目的スリットダイコーター
下の写真は1台のテスト機で下記7種類の塗工・含浸が可能な
多目的テストコーターです。
1.1層塗工専用機
2.2層同時塗工専用機
3.1層、2層同時塗工兼用機
4.疑似3層同時塗工(但し、1層目はアプリケ―ター使用)
5.片面含浸塗工
6.多孔質体への両面同時含浸塗工
7.多孔質体への空中塗り(基材浮上タイプ)

小型卓上コーターのご紹介
2020年2月20日今回塗工は40mmという狭幅専用の卓上コーターを製作
しました。
本装置は小さいばかりではなく、Gap調整も電動で1μ
単位で調整することが出来ます。 また、将来100mm幅
塗工したい場合でもダイを追加すれば塗工することが出来
ます。


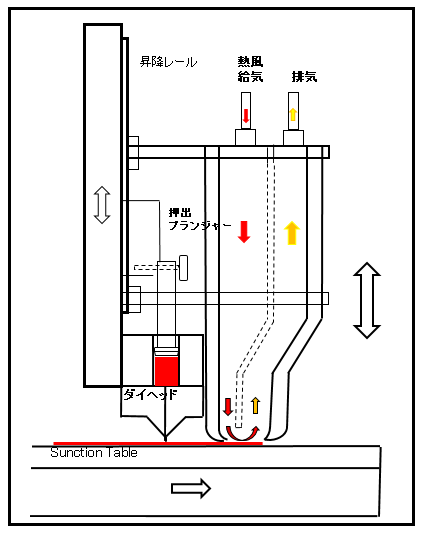
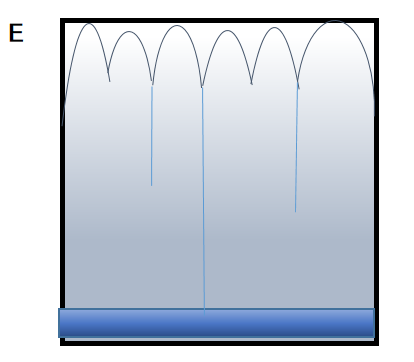
塗工後即乾燥器(Quik Return Dryer)
2019年6月14日塗工液によっては、乾燥が早く塗工後定盤から基材を取り 去り、乾燥炉もしくはホットプレートに持込む間にも風紋が発生し良好な塗工サンプルが採取出来ない場合がある。
その場合、風の影響を受けない環境下で定盤の上に置いたままにしておき表面乾燥が進むまで待つか、右図のように強制乾燥させてしまうしかない。
しかし、定盤の上に吸着状態で置いて置くと、シーリングがうまく出来ていればよいが、少しでも隙間が出来ていると、 吸着定盤から吸い込むエアー流路が出き乾燥に影響する、吸着エアーを解除しても基材によっては、定盤と接触している部分と浮き上がっている部分が出来やはり乾燥むらが発生する。
本装置はそのような、問題を解決するために、塗工後塗工幅に対して均一な整流を当て、即排気回収する装置とした。これにより、乾燥に寄与した熱風は塗工面に漂うこと無く熱風の流れを妨げず良好な乾燥が出来ることになります。