

2層同時塗工装置

本装置は液質の全く異なる塗工液を、独立した駆動部をもったピストンより押し出しダイリップ吐出前で2層にし塗工するか、ダイリップを出た後2層に塗工することが出来ます。 独立制御なので2液それぞれの塗工量の変更、塗工長さ変更が自在です。 また、2層同時塗工装置の吸着定盤部にバーやアプリケーターなど取付けるとWet On Wet3層塗工が可能になります。
2層同時塗工装置
本装置は液質の全く異なる塗工液を、独立した駆動部をもったピストンより押し出しダイリップ吐出前で2層にし塗工するか、ダイリップを出た後2層に塗工することが出来ます。 独立制御なので2液それぞれの塗工量の変更、塗工長さ変更が自在です。 また、2層同時塗工装置の吸着定盤部にバーやアプリケーターなど取付けるとWet On Wet3層塗工が可能になります。
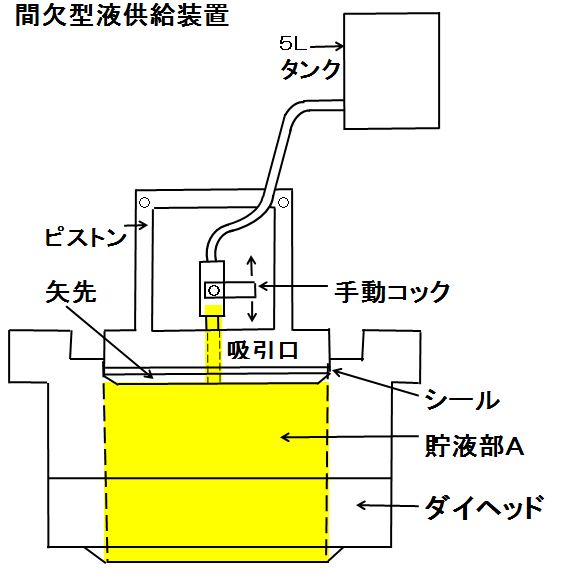
New卓ダイは、研究開発用テストコーターとして高価な塗工液の使用量が極端に少ないことが大きな特徴のひとつになっています。従い、多品種小ロットであれば貴重な塗工液をかなりセーブ出来ます。しかし、下図の通り、満タンに充填した塗工液もピストンで最下点まで押し出されたらそれで終わってしまいます。 一方、液替え・洗浄・ダイ再組立無しでもっと多くの塗工液を塗りたいという要望もあります。 そこで、ピストン中央部に貫通穴を設け手動コックを介しタンクにつなげました。ピストンが最下点まで降りて液が無くなったら、コックを「開」にしピストンを上昇させるとタンク内の液は自重と吸引力に寄り、貯液部A部に充填されていきます。当然これを自動化することも出来ます。
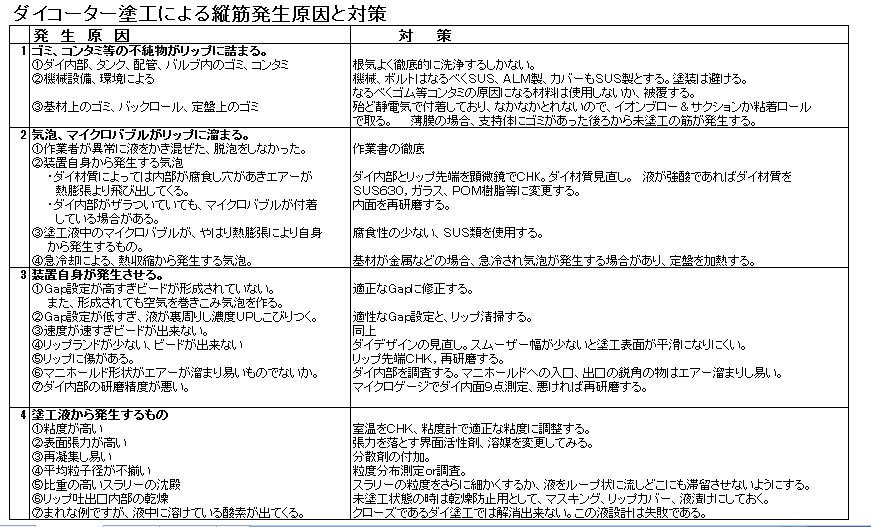
On-RollにしてもOn-Tableにしてもダイ塗工方式の場合は、どうしてもライン方向に縦筋が発生する傾向にあります。これはダイ塗工の最大の欠点と思われる方がおられますがそうではありません。 過去13年間の800回以上の塗工テストにより、縦筋発生のメカニズムには下記のようにそれぞれ原因があることがわかりました。これらを丹念に対策を講じてゆけば、縦筋は発生しなくなります。

スリットダイコーターでの塗工の場合塗工液の変更及び塗工終了時にはダイセットを洗浄しなければなりません。 あまり時間をかけたくない仕事です。しかし、New卓ダイの場合、タンク、配管、ポンプが無いので、ダイセット3ピースとプランジャー板のみの洗浄で済みます。洗浄性の良い塗工液であれば上図①のように、洗浄液を上から入れ3~4回板型プランジャーで押し出すとほほ内部はきれいになります。 異なる塗工液を投入する場合は、前の液と反応する可能性がある為、もっときれいに洗浄する必要があります。その場合は、図②のように、ダイセットボルトを上4本、手前4本を外すとダイB部のみ手前に取りだせます。これで、ダイ内部は上から下まで貫通しますので、洗浄治具を使用し存分洗浄出来ます。 それでも、ご不満の方はダイCも外して洗浄して下さい。 貯液部A部を取り外さない限り、定盤との平行度及びGapは変わりません。従い、液交換は15分程度で済みます。 こんな洗浄時間の少ないスリットダイコーターは他にありません。
今回は「New卓上ダイコーター」のストライプ塗工について説明します。この技術はもう既に40年以上前からロール塗工タイプでも実績のあるものです。下図のように2mm幅塗工の為の流路をダイ内面に事前に作っておいてあげることにより、各塗工幅の塗工厚みを揃えてやることが出来ます。吐出幅2mmのダイヘッド がたくさん付いているのと同じになります。 その右の図は左右の塗工位置が離れているので、押し出しプランジャーをそれぞれ2本設けたものです。このような塗工技術は、小型・狭幅の「New卓ダイ」が故に低コスト、短納期で可能となります。 
 因みに、各スリット幅の研磨精度は±1μで製作します。
因みに、各スリット幅の研磨精度は±1μで製作します。