

平盤ダイ塗工パターンによる改善方法 (株)ダイ門
塗工条件設定変更項目
1.塗工厚み(μm) :Wet厚み入力
2.速度(mm/sec) :機材を吸着している定盤の速度
3.タイマー(sec) :塗工液が吐出されてから液が基材とリップの間に液溜(ビード)が形成される時間
4.塗工開始位置(mm) :定盤端面から塗工開始部までの距離
5.液供給停止位置(mm):定盤端面からプランジャーポンプが停止するまでの距離
6.塗工終了位置(mm) :定盤端面から塗工終了部までの距離
7.Gap (μ) :基材とダイリップ先端との距離
| 塗工パターン | 現象 | 改善方法 |
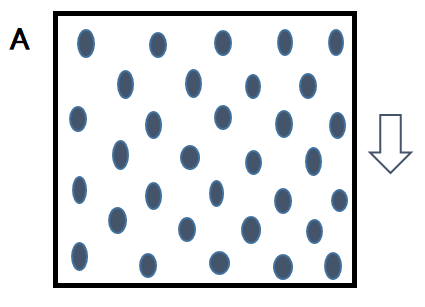 |
面も線にもならず点塗工となっている | Gapをかなり下げる 速度も下げる |
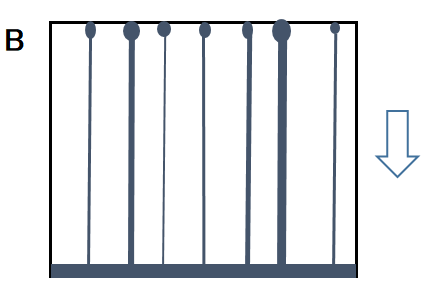 |
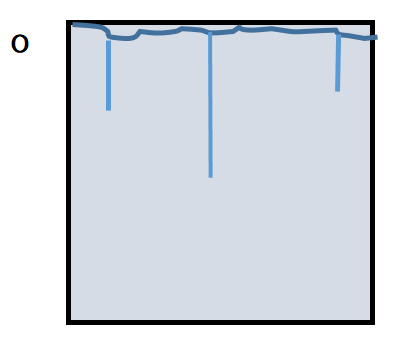
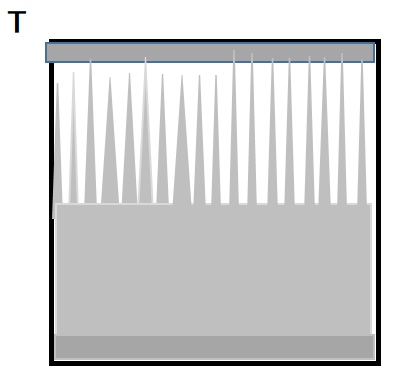
点が縦筋に変化する | もっとGapを下げる 速度を下げる 塗工開始部が揃ってないのでタイマーを増やす |
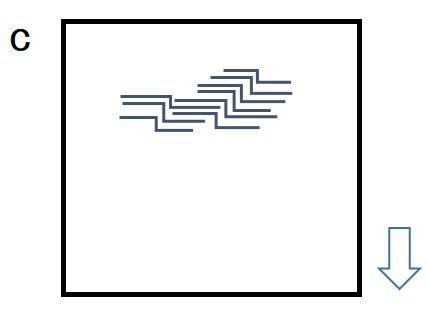 |
縦線と横線が混在する
ラーメンの器にある「雷文」か唐草模様を呈している |
さらにGapを下げる 速度を下げる タイマーを増やす |
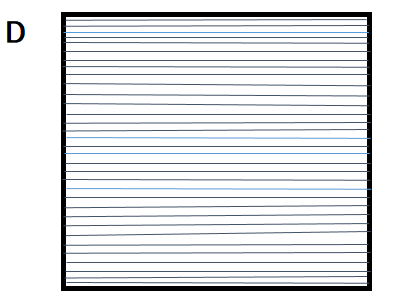 |
雷門線が横線に変わる | さらにGapを下げるか速度を落とす |
 |
塗工開始部が揃わない 手前が薄く、段々厚くなる 縦線の発生はリップ先端と基材間 のGapに液がつながらないまま塗工されている為 |
タイマーを増やす Gapを下げる |
 |
塗工開始部が揃わない。 | タイマーが少ない Gapを下げる |
 |
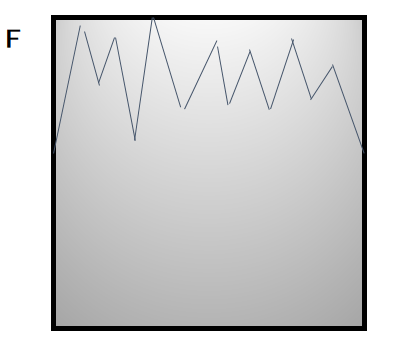
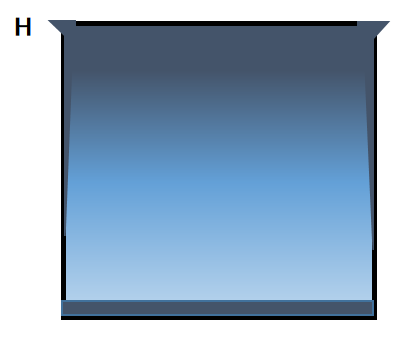
塗工終了部にあまった液が溜まる 両サイドの辺が段々太く、厚くなる |
タイマーを増やし、Gapを上げる。 貯液部に残存エアーがあり、正常に吐出されていない。十分エアー抜きする。 速度を上げると吐出速度が上がり、前半の吐出量が増え、厚みが平均化する。 |
 |
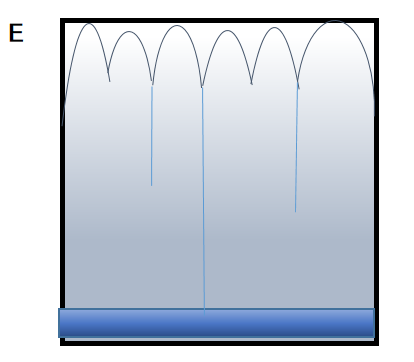
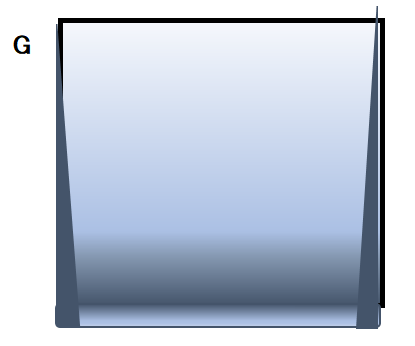
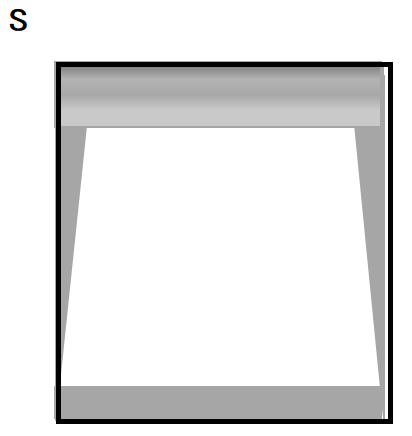
手前が厚く、段々薄くなる。塗工開始部は液が 横にはみ出てイチョウ葉型になる。さらに下記 2パターンがある ➀最初はタイマーの影響で厚いが、すぐに薄く なり後半段々厚くなる ②最初はタイマーが多い分だけ高く、その後は 均一な厚みになる。 |
タイマーが多すぎる
タイマーを減らし、速度を上げる。状況に応じGap調整 タイマーを減らせばもっと良好なサンプルが採取可能 |
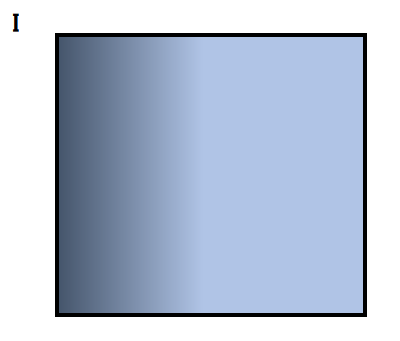 |
塗工量が左側が多い | ダイ固定ノブを緩め、片側Gap調整ノブを時計周りに1回転させると右側ダイが2μ下がるので調整する。 |
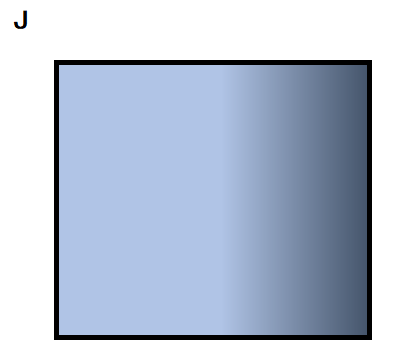 |
右側が厚い | 上記とは逆に反時計方向に回転させGap調整する。 |
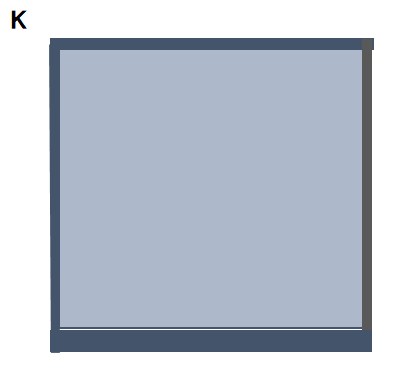 |
窓枠のように4辺が厚い | Gapが低いので上げる。 |
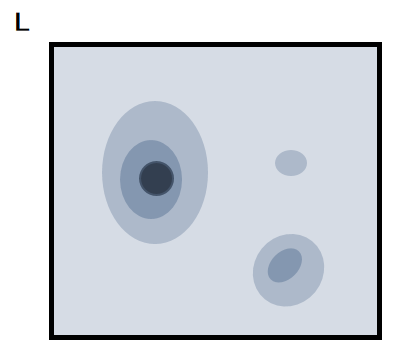 |
楕円形の干渉縞が見える | 定盤と基材間にゴミ、埃、塗工液の飛沫が固形化してる。定盤面をトレーシーで清掃、さらに粘着テープで膠着物を引き剥がす。最後はアルカンサスでCHKする。 基材面側も静電気でなかなか取れない埃が付くが市販の静電気除去ハンドブラシを利用する。 エアーダスターで取れればこれでもよい。 |
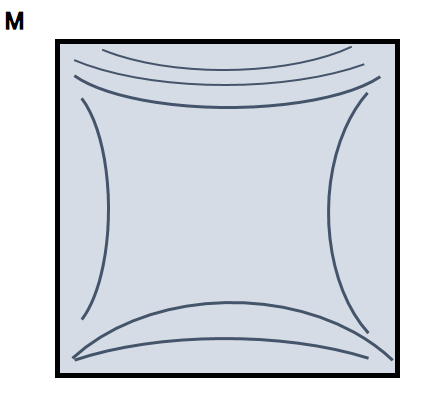 |
お寺の坊主が座る座布団のような中高の干渉ムラになる |
プランジャーシールボルトの締めすぎ表面張力(エネルギー)の高い塗工液に発生する。界面活性剤を増やす、ペグミアなどの溶媒を入れる。裏ワザとして、ダイB,Cの連結ボルトの締め付けトルクをすべて2Newtonにする。 さらに、貯液部AとダイBの連結縦ボルトの中央部2,3本を緩め、両左右のボルトはきつく締める。 |
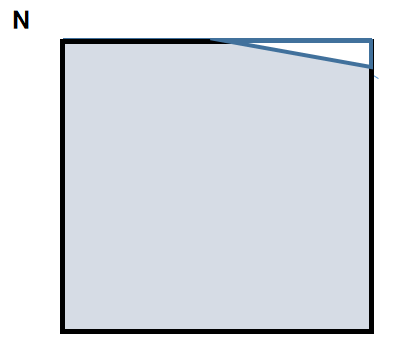 |
右肩の吐出が遅れる。 | ダイリップを手洗浄するとき、左から右側に向かってこするが、右肩部分を強くこすりすぎたものと思われる。今度は右から左にこすってみる。 |
 |
塗工液は吐出されているが、塗工開始部が乱れている。そして、縦線も発生してる。 | リップ洗浄時、洗浄液をタップリつけすぎて、洗浄液がリップ先端からスリット部に入りこんだ可能性がある。 |
 |
縦状に未塗工部が発生する。 | リップに大きなごみもしくは凝集体溜まっている。リップが乾燥し、液が出にくい状態になっている。 |
 |
特に両サイドに得体のしれない模様が発生する | ダイを洗浄した時に、溶剤や、水でボルトの穴かで洗浄するがその時十分にボルト穴の中を乾燥せずにダイを組み立てると、洗浄液がボルトの隙間からにじみ出て来て 塗工液と混じる。 |
 |
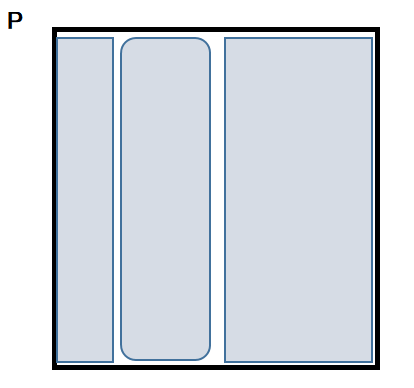
塗工開始部はタイマーにより、十分吐出されているにもかかわらず、急に吐出が悪くなり両サイドにくびれが発生しその後は全幅塗工になっていく | ダイのスリットに対して粘度が高すぎるか、スリットが狭すぎるか。Gapが高すぎるかである。 |
 |
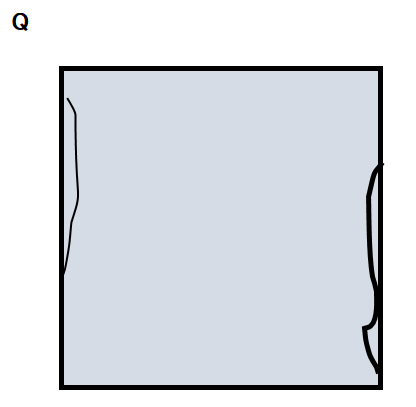
上記とほぼ同じ状況。液の違いによるもの。一旦はタイマーのお蔭で、液はリップ幅方向にに広がり、全幅塗工しているが、そのうち液供給が不足し塗工膜は薄くなり、次には全幅時塗工が出来なくなるも徐々に全幅に回復していく | 同上 |
 |
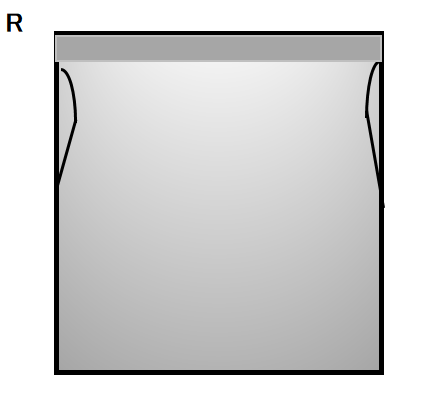
あまり見られない面妖な模様である。これもタイマー効果で塗工開始部は液が揃っているが、その後、液が出ていない、時間遅れで液が吐出され通常に塗工されている。原因はダイ内の初期内圧が 高く、液がダイ内部両サイドにリークしたと考えられる。リークした間は吐出量が足らず全面塗工画出来なかった。 |
塗工液の粘度がスリット幅と合っていないか、速度が高速でダイ内圧を上げすぎた事が理由。 スリット幅を大きくする、速度を下げれば収まります。 |